- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

லேசர் வெட்டும் இயந்திரங்கள் கால்வனேற்றப்பட்ட தாள், தாமிரம் மற்றும் அலுமினிய பொருட்களைக் கையாள முடியுமா?
2025-02-08
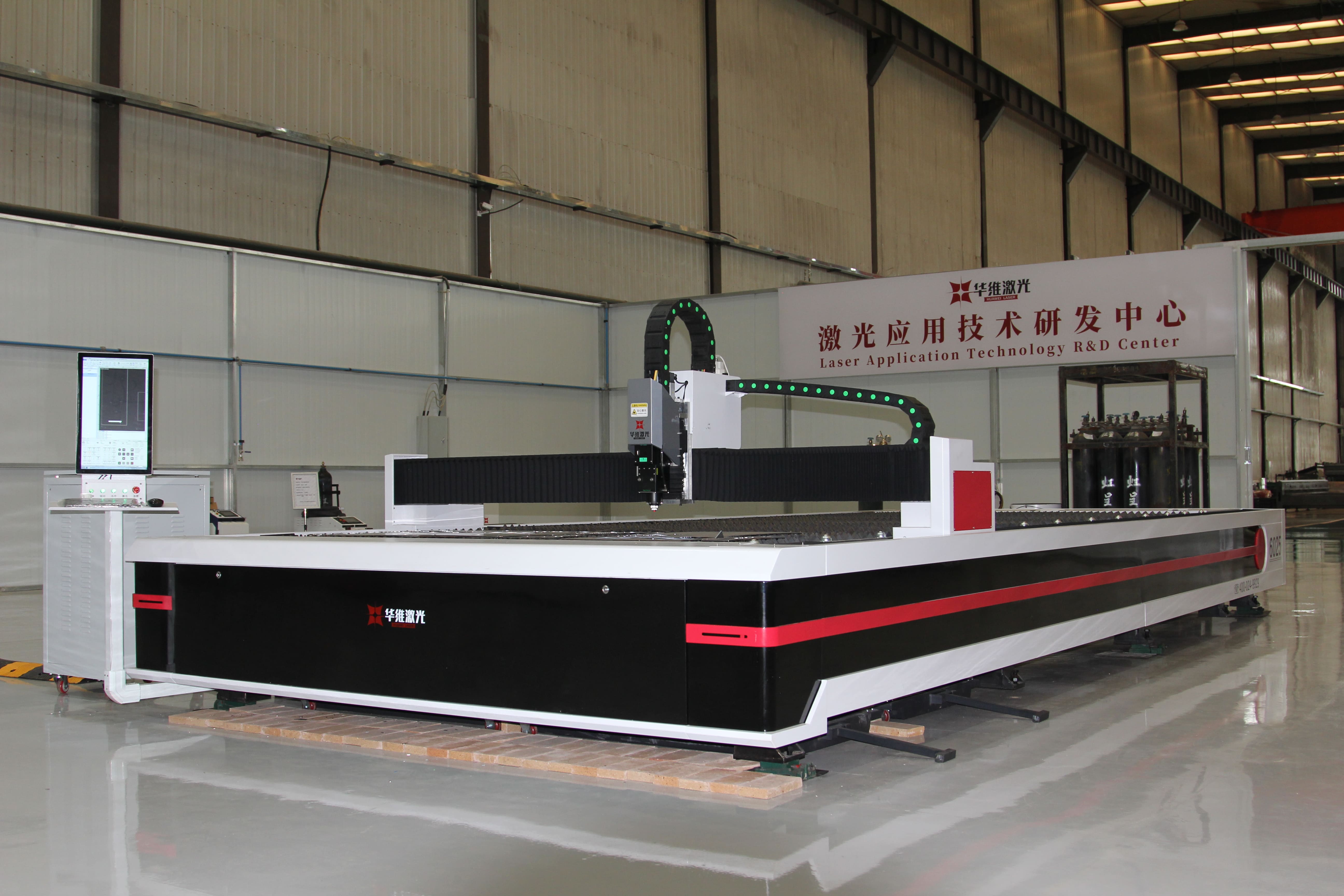
அவற்றின் அதிக பிரதிபலிப்பு மற்றும் வெப்ப கடத்துத்திறன் காரணமாக, கால்வனேற்றப்பட்ட தாள்கள், தாமிரம் மற்றும் அலுமினியம் போன்ற அதிக பிரதிபலிப்புப் பொருட்களின் பாரம்பரிய லேசர் வெட்டுதல் லேசர் பிரதிபலிப்பு சேதப்படுத்தும் உபகரணங்கள் மற்றும் நிலையற்ற வெட்டு போன்ற சில சவால்களை அளிக்கிறது. இருப்பினும், லேசர் தொழில்நுட்பத்தின் தொடர்ச்சியான முன்னேற்றத்துடன், நவீன லேசர் வெட்டும் இயந்திரங்கள் இந்த பொருட்களை திறமையாகவும் நிலையானதாகவும் செயலாக்க முடியும்.
நவீன லேசர் வெட்டும் தொழில்நுட்பத்திற்கான தீர்வுகள்
1. உபகரண அளவுரு சரிசெய்தல்
• சக்தி தேர்வு:கால்வனேற்றப்பட்ட தாள்களுக்கு, நடுத்தர மற்றும் குறைந்த சக்தி பொதுவாக துத்தநாக அடுக்கு அதிக வெப்பநிலையில் வன்முறையில் ஆவியாகி வருவதைத் தடுக்கவும், அதிக அளவு தெறிப்பதை உற்பத்தி செய்யவும் பயன்படுத்தப்படுகிறது, இது வெட்டும் தரம் மற்றும் உபகரணங்களை பாதிக்கிறது. தாமிரம் மற்றும் அலுமினியத்தை வெட்டும்போது, அவை ஒளிக்கதிர்களுக்கு குறைந்த உறிஞ்சுதல் விகிதங்களைக் கொண்டிருப்பதால், அதிக சக்தி கொண்ட லேசர் மூலங்கள் பொருட்களை உருகுவதற்கும் ஆவியாக்குவதற்கும் போதுமான ஆற்றலை வழங்க வேண்டும், இதனால் வெட்டுதல் சீராக தொடர முடியும்.
• துடிப்பு அதிர்வெண்:கால்வனேற்றப்பட்ட தாள்களை வெட்டும்போது, லேசர் ஆற்றலை பொருள் மீது சமமாக செயல்பட அனுமதிக்கவும், வெப்பத்தால் பாதிக்கப்பட்ட மண்டலத்தை குறைக்கவும் அதிக துடிப்பு அதிர்வெண் பயன்படுத்தப்படலாம். தாமிரம் மற்றும் அலுமினியம் போன்ற அதிக பிரதிபலிப்புப் பொருட்களுக்கு, குறைந்த துடிப்பு அதிர்வெண்கள் பொதுவாக ஒரு துடிப்பின் ஆற்றலை அதிகரிக்கவும், பொருளின் ஊடுருவும் திறனை மேம்படுத்தவும் பயன்படுத்தப்படுகின்றன.
Speeding வேகத்தை வெட்டுதல்:கால்வனேற்றப்பட்ட தாளின் வெட்டு வேகம் மிதமானதாக இருக்க வேண்டும். அது மிக வேகமாக இருந்தால், அது வெட்டப்படாமல் போகலாம். இது மிகவும் மெதுவாக இருந்தால், துத்தநாக அடுக்கு அதிகமாக உருகி ஆவியாகிவிடும். பொருளின் மேற்பரப்பில் வெப்பக் குவிப்பைக் குறைக்கவும், அதிகப்படியான உருகுதல் மற்றும் சிதைவைத் தடுக்கவும் சாதாரண எஃகு விட வேகமாக இருக்க வேண்டும்.
2. துணை வாயுவின் பயன்பாடு
• வாயு வகை:சுருக்கப்பட்ட காற்று அல்லது நைட்ரஜன் பெரும்பாலும் கால்வனேற்றப்பட்ட தாளை வெட்ட பயன்படுத்தப்படுகிறது. சுருக்கப்பட்ட காற்று சறுக்கலை திறம்பட வெடிக்கச் செய்யலாம், மேலும் நைட்ரஜன் வெட்டு மேற்பரப்பின் ஆக்சிஜனேற்றத்தைத் தடுக்கலாம். தாமிரம் மற்றும் அலுமினியத்தை வெட்டும்போது, உயர் தூய்மை நைட்ரஜன் அல்லது ஆர்கான் பொதுவாகப் பயன்படுத்தப்படுகிறது, இது வெட்டு செயல்பாட்டின் போது உயர் பிரதிபலிப்பு பொருட்களின் ஆக்சிஜனேற்ற எதிர்வினைகளை சிறப்பாகத் தடுக்கலாம் மற்றும் வெட்டு மேற்பரப்பின் தரத்தை மேம்படுத்தலாம்.
• வாயு அழுத்தம்:கால்வனேற்றப்பட்ட தாளை வெட்டும்போது, வாயு அழுத்தம் பொதுவாக 0.5-1.0MPA ஆகும். செம்பு மற்றும் அலுமினிய பொருட்களுக்கு, உருகிய பின் அவற்றின் நல்ல திரவம் காரணமாக, அதிக வாயு அழுத்தம் தேவைப்படுகிறது, வழக்கமாக 1.0-2.0MPA, உருகிய பொருளை வெட்டும் பகுதியிலிருந்து விரைவாக வெடிக்க முடியும் என்பதை உறுதிப்படுத்த.
3. ஆப்டிகல் பாதை அமைப்பு பராமரிப்பு
• லென்ஸ் சுத்தம்:உயர் பிரதிபலிப்பு பொருட்களை வெட்டும்போது லென்ஸைக் கடைப்பிடிப்பதிலிருந்தும், லேசர் பரிமாற்றம் மற்றும் கவனம் செலுத்துவதையும் பாதிக்கும் போது அதிக பிரதிபலிப்பு பொருட்களை வெட்டும் போது உருவாகும் ஸ்ப்ளேஷ்கள் மற்றும் தூசி ஆகியவற்றைத் தடுக்க சிறப்பு துப்புரவு கருவிகள் மற்றும் உலைகளுடன் லென்ஸை தவறாமல் சுத்தம் செய்யுங்கள்.
• ஆப்டிகல் பாதை அளவுத்திருத்தம்:லேசர் கற்றை பொருள் மேற்பரப்பில் துல்லியமாக கவனம் செலுத்துவதையும், ஆற்றல் பயன்பாட்டை மேம்படுத்துவதையும், ஆப்டிகல் பாதை விலகலால் ஏற்படும் தரமான சிக்கல்களைக் குறைப்பதையும் உறுதிசெய்ய ஆப்டிகல் பாதை அமைப்பை தவறாமல் சரிபார்த்து அளவீடு செய்யுங்கள்.
4. பொருள் முன்கூட்டியே சிகிச்சை
• மேற்பரப்பு சுத்தம்:வெட்டுவதற்கு முன், லேசர் உறிஞ்சுதல் வீதத்தை மேம்படுத்தவும், தரத்தை குறைப்பதை உறுதி செய்யவும், கால்வனேற்றப்பட்ட தாள், தாமிரம் மற்றும் அலுமினியத்தின் மேற்பரப்பில் எண்ணெய், தூசி மற்றும் அளவு போன்ற அசுத்தங்களை முழுமையாக அகற்ற வேண்டியது அவசியம்.
• உறிஞ்சக்கூடிய பூச்சு:பொருளின் மேற்பரப்பில் அதிக லேசர் உறிஞ்சுதல் வீதத்துடன் பூச்சு ஒரு அடுக்கை பூசுவது லேசர் ஆற்றலின் உறிஞ்சுதல் செயல்திறனை மேம்படுத்தலாம் மற்றும் வெட்டு விளைவை மேம்படுத்தலாம்.
உபகரண அளவுருக்களை மேம்படுத்துவதன் மூலம், பொருத்தமான துணை வாயுக்களைத் தேர்ந்தெடுப்பது, ஆப்டிகல் பாதை அமைப்பைப் பராமரித்தல் மற்றும் முன் சிகிச்சையளிக்கும் பொருட்கள், நவீன லேசர் வெட்டும் இயந்திரங்கள் கால்வனேற்றப்பட்ட தாள், தாமிரம் மற்றும் அலுமினியம் போன்ற அதிக பிரதிபலிப்பு பொருட்களை திறமையாகவும் நிலையானதாகவும் செயலாக்க முடியும். நிறுவனங்கள் அவற்றின் தேவைகளுக்கு ஏற்ப எதிர்ப்பு பிரதிபலிப்பு மற்றும் உயர் சக்தி லேசர் கருவிகளைத் தேர்வு செய்யலாம், மேலும் வெட்டு தரம் மற்றும் உற்பத்தி செயல்திறனை மேம்படுத்த செயல்முறை அளவுருக்களை மேம்படுத்தலாம்.